
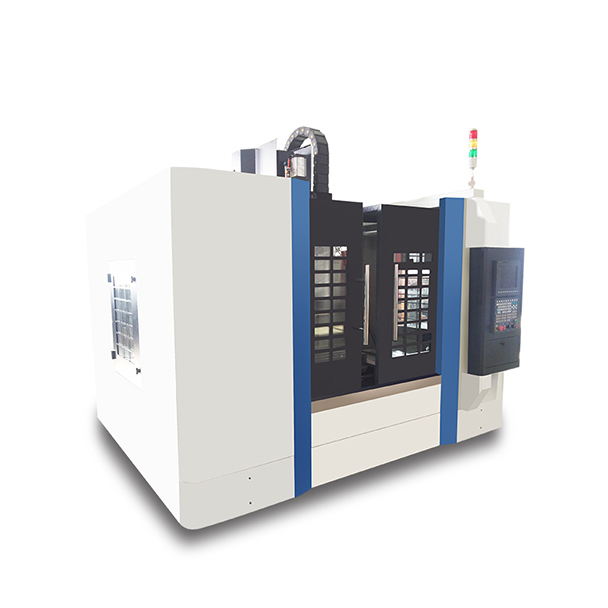


vmc1060 fekitori simbi 3 axis vertical cnc milling muchina centre
Advantage
1. Optional CNC turntable inogona kuumba mana-axis uye mashanu-axis coordinate linkage process.
2. Optional otomatiki chip yekubvisa mudziyo, ine mubhedha chimiro kuti uve nechokwadi chehutsanana hwemukati;inosarudzika spindle mafuta kutonhora, nezvimwe.
3. Kukandwa kunobata mishonga miviri yekuchembera kuti ibvise kushushikana kwakasara muzvinyorwa.
4. X, Y, Z-direction guides inogona kusarudza yeTaiwan inorema-duty mutsara bhora madhairekitori, ane maitiro ekukurumidza kukurumidza, kusimba kwakanyanya, zvichingodaro.

Tsanangudzo
| Item | VMC1060 | ||||
| Saizi yetabhenakeri (kureba × upamhi) mm | 1300×600 | ||||
| T slot (mm) | 5-18×100 | ||||
| Max kurodha uremu pane worktable (KG) | 650 | ||||
| X-Axis kufamba(mm) | 1000 | ||||
| Y-Axis kufamba(mm) | 600 | ||||
| Z-Axis kufamba(mm) | 600 | ||||
| Distance pakati pemhino yechipindo netafura(mm) | 100-700 | ||||
| Distance pakati pespindle centre ne column(mm) | 667 | ||||
| Spindle taper | BT40/50 | ||||
| Max.spindle speed (rpm) | 8000/10000/12000 | ||||
| Spindle mota simba (Kw) | 11/15 | ||||
| Kukurumidza kudyisa kumhanya: X,Y,Z axis (m/min) | 16/16/16 (24/24//24 liner guidway) | ||||
| Kukurumidza kucheka kumhanya (m / min) | 10 | ||||
| Kurongeka kwenzvimbo (mm) | ±0.005 | ||||
| Dzokorora kurongeka kwenzvimbo (mm) | ±0.003 | ||||
| Auto Tool change type | 16 maturusi emusoro mhando chishandiso chekushandura (inosarudzika 24 ruoko mhando auto chishandiso chekuchinja) | ||||
| Max.kureba kwechishandiso (mm) | 300 | ||||
| Max.Tool dhayamita | Φ80(chishandiso chepedyo)/φ150(chisina pedo nechishandiso) | ||||
| Max.tool huremu(KG) | 8 | ||||
| Chishandiso chekuchinja nguva (chombo-kune-chombo) sec | 7 | ||||
| Air pressure (Mpa) | 0.6 | ||||
| Huremu hwemuchina (KG) | 7500 | ||||
| Ukuru hwese(mm) | 3340*2800*2700 | ||||
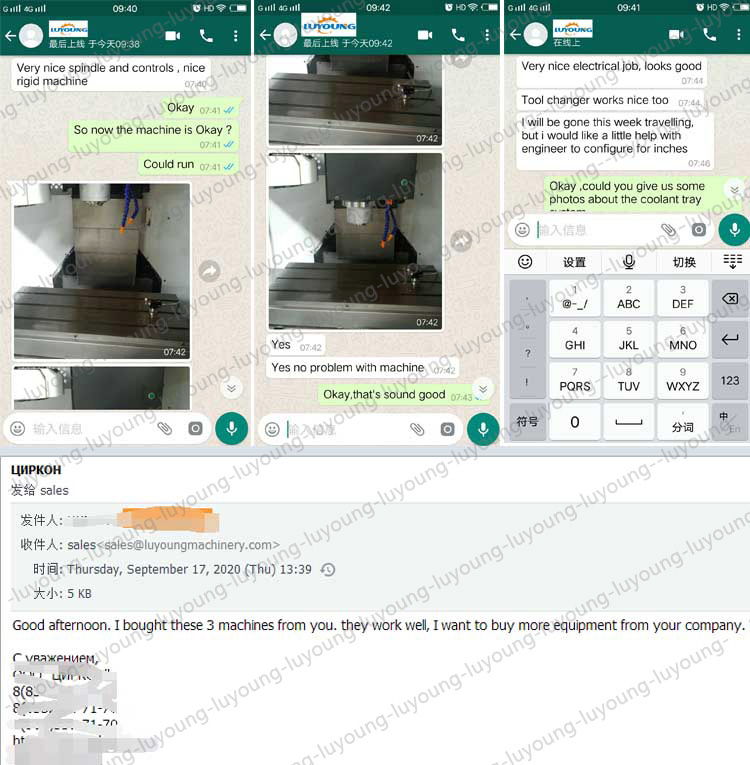
Sei kusarudza isu
Isu tinogashira yakawanda yakanaka mhinduro kubva kune vatengi, semuenzaniso:
Yakanyanya Nice spindle uye inodzora, yakanaka yakasimba yakaoma muchina.Basa rakanaka kwazvo remagetsi, rinotaridzika zvakanaka.
Chinja chekushandisa chinoshanda zvakanaka zvakare.
Ndakatenga 3 machines kwauri.Vanoshanda zvakanaka, ndinoda kutenga mimwe michina kubva kukambani yako.
Kuedza kwemuchina
1. Kuonekwa kweiyo linear motion positioning kurongeka kunofanirwa kuitwa pasi pemamiriro asina mutoro, uye kuyerwa kwelaser kuchakunda.
2. Repetitive positioning accuracy monitoring of linear motion, chiridzwa chinoshandiswa pakuona chakafanana nechakashandiswa kuona kurongeka kwenzvimbo.
3. Kuonekwa kwechokwadi chekudzoka kwekwakabva mutsara wekufamba.
4. Reverse kuona kukanganisa kwekufamba kwemutsara kunoyerwa kakawanda (kazhinji 7 nguva) panzvimbo nhatu pedyo nechepakati uye kumativi ose ekurohwa, uye chiyero chepakati chenzvimbo imwe neimwe inotarwa, uye kukosha kwehuwandu hwehuwandu hunowanikwa huripo. the inverse Error value.

Zvigadzirwa zvikamu
-

BC6085 Fekitori mutengo wekugadzira muchina chishandiso ne ...
-

TCK25 diki otomatiki yepamusoro mhando gang mhando sl ...
-

C6140/C6240 gap mubhedha simbi centre lathe muchina
-

VMC650 High kumhanya 3 axis vertical simbi cnc mil ...
-

H50 simbi inotendeuka cnc combo lathe milling machi...
-

BC6050 yemhando yepamusoro simbi yekuumba muchina





